

Definition Dressing and Profiling
The terms “dressing” and “profiling” are usually used as synonyms. “Dressing” often means the renewed “shaping into a form” and “re-sharpening” of grinding disks of “simple contour”, so that these grinding disks have proper dimensions again and are also “handy” and so can be used again as a tool for the grinding process. “Profiling” rather emphasizes the forming process itself.
Why dressing?
In order to ensure stable high quality e.g. in the manufacture of carbide and HSS tools, the used grinding wheels must be shaped to a “contour” and re-sharpened efficiently and with high precision from time to time. Hence, for example, a grinding wheel which is rounded at the point must be re-profiled in time.
Dressing tasks:
- optimization of the concentric and axial run-out.
- bringing grinding wheel to the desired level during the first profiling.
- compensation of the shape loss of a grinding wheel.
- releasing the material being ground from the grinding wheel.
- sharpening of the wheel by exposing new-operating diamond grains.
Dressing process:
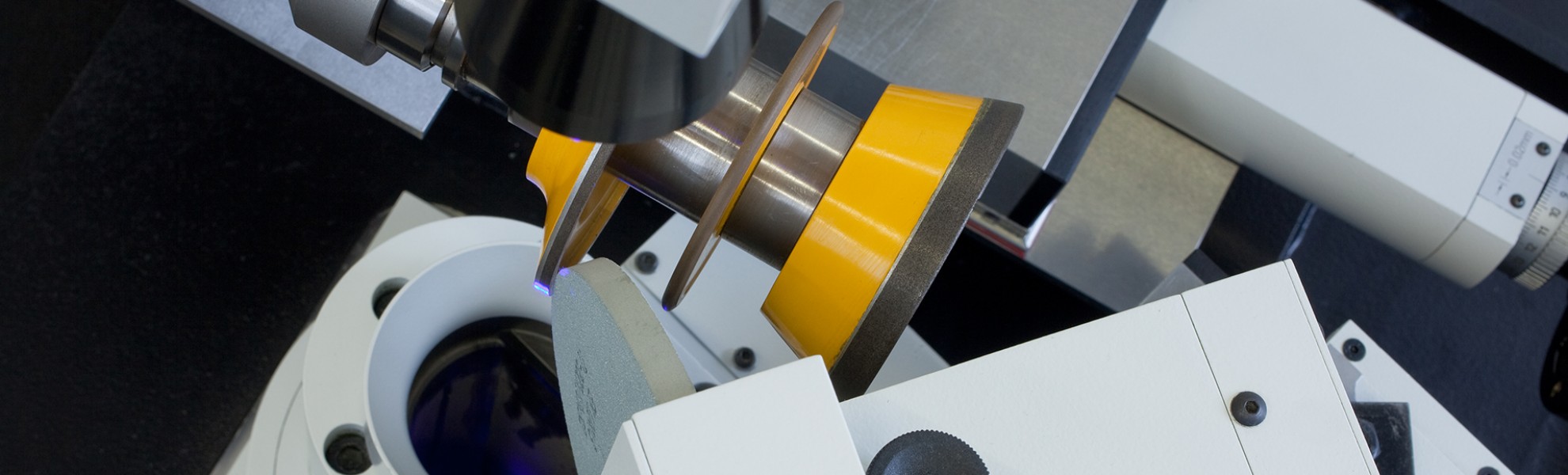
1.) Straighten and Bevelling
A silicon carbide wheel (tool) swings (oscillates) in a defined manner at the preset angle onto the diamond (or CBN-) grinding wheel (work piece), which is to be dressed, and separates used diamond grains (abrasive elements) from the bond by removing the bonding material. In this process new diamond grains can protrude and work. The silicon carbide disk is always held flat by the oscillation motion.
2.) Inner-Radii (with SiC-dressing wheel)
Inner radii (=concave radii) are manufactured using swivelling motions of the tool (A-axis) without pendulum motion. The contour (circle segment) of the dressing body adjusts itself in the process to the contour of the grinding tool.
3.) External-Radii (with SiC-dressing wheel)
External radii (=convex radii) are reached using the defined swivelling motion of the tool, whereby the dressing body can be held flat by the oscillation motion. The work piece disk, in accordance with the radius to be dressed, is positioned over the central operating point. Combined radius segments with different convex radii can also be dressed this way.
Wet / Dry Dressing
Metal-bonded disks (usually bronze bonds) are generally dressed wet; however, they can often be dressed dry – though less efficient. Plastic-bonded disks or grinding disks with hybrid bonds or ceramic-bonded disks are “softer” can and usually be dressed dry.
Synchronization <-> Reverse rotation
Depending on the respective disk and requirements made to the disk. Often in synchronization, dressing is carried out at certain relative velocities. The fact that the most abrasive elements are flung downwards in the area of extraction is advantageous here.
Crushing
In this critical application, a fine profile formation is achieved using hard-hard-machining. Usually, a diamond roll is used as a tool. The forces generated during this process and the thermal as well as mechanical influences on the diamond grains themselves must be checked. The task should be clearly outlined and approaches should be tested beforehand.
Alternative Dressing Process
Various “softer” types of bonds can also be machined using single grain diamonds or diamond rolls. Diamond rolls can be used in Kirner-dressing machines as well.