


Definition Abrichten und Profilieren
Die Begriffe „Abrichten“ und „Profilieren“ werden meist synonym verwendet. Mit „Abrichten“ ist häufig das erneute „auf die Form bringen“ und „nachschärfen“ von Schleifscheiben „einfacher Kontur“ gemeint, so dass diese Schleifscheiben wieder maßhaltig und auch „griffig“ sind und somit erneut als Werkzeug für den Schleifprozess genutzt werden können. Mit „Profilieren“ ist eher der Formgebungsprozess selbst in den Vordergrund gestellt.
Wieso Abrichten?
Zur Sicherstellung gleichbleibend hoher Qualität z.B. bei der Herstellung von Hartmetall- und HSS-Werkzeugen müssen die eingesetzten Schleifscheiben von Zeit zu Zeit rationell und hochpräzise auf „Kontur“ gebracht und nachgeschärft werden. So muß beispielsweise eine an der Spitze verrundete Schleifscheibe rechtzeitig nachprofiliert werden.
Abrichtaufgaben:
- Optimierung des Rund- und Planlaufes.
- Schleifscheibe bei der ersten Profilierung auf Maß bringen.
- Kompensation des Formverlustes einer Schleifscheibe.
- zugesetzte Schleifscheiben von Spanmaterial befreien.
- Schärfung der Scheibe durch neuwirkende Diamantkörner.
Abrichtverfahren:
1.) Geraden und Schrägen
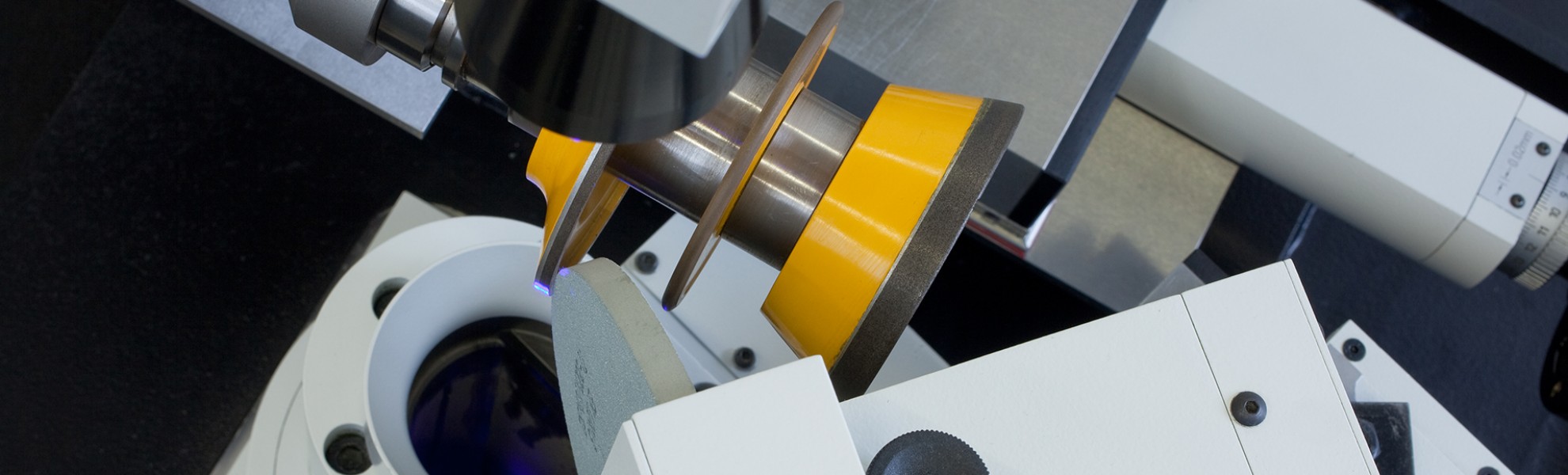
Eine SiliziumCarbid-Scheibe (Werkzeug) pendelt (oszilliert) definiert unter voreingestelltem Winkel an der abzurichtenden Diamant- (oder CBN-) Schleifscheibe (Werkstück) und löst durch Abtrag des Bindematerials verbrauchte Diamantkörner (abrasive Elemente) aus der Bindung heraus, wodurch neue Diamantkörner hervorstehen und wirken können. Durch die Oszillierbewegung wird die SiliziumCarbid-Scheibe immer plan gehalten.
2.) Innen-Radien (mit SiC-Abrichtscheibe)
Innenradien (=Konkavradien) werden durch die Schwenkbewegung des Werkzeuges (A-Achse) ohne Pendelbewegung erzeugt. Die Kontur (Kreissegment) des Abrichtkörpers paßt sich im Prozeß der Kontur des Schleifkörpers an.
3.) Außen-Radien (mit SiC-Abrichtscheibe)
Außenradien (=Konvexradien) werden ebenfalls durch die definierte Schwenkbewegung des Werkzeuges erreicht, wobei durch die Oszillierbewegung der Abrichtkörper plan gehalten werden kann. Die Werkstückscheibe wird, entsprechend dem abzurichtenden Radius, über den zentralen Arbeitspunkt hinaus positioniert. Es können auf diese Weise auch zusammengesetzte Radiensegmente mit unterschiedlichen Konvexradien abgerichtet werden.
Naß- / Trockenabrichten
Metall-gebundene Scheiben (meist Bronze-Bindungen) werden i.d.R. naß abgerichtet, können jedoch meist auch – wenngleich weniger effektiv – auch trocken abgerichtet werden . Kunststoff-gebundene Scheiben bzw. Schleifscheiben mit Hybrid-Bindungen oder keramisch gebundene Scheiben sind „weicher“ und lassen sich meist trocken abrichten.
Gleichlauf <-> Gegenlauf
Abhängig von der jeweiligen Scheibe und den an die Scheibe gestellten Anforderungen. Häufig wird im Gleichlauf mit bestimmten Relativgeschwindigkeiten abgerichtet. Vorteilhaft ist hier auch die Tatsache, dass die meisten abrasiven Element nach unten in den Bereich der Absaugung geschleudert werden.
Crushieren
Bei dieser kritischen Anwendung wird über eine Hart-Hart-Bearbeitung eine feine Profilgebung erreicht. Als Werkzeug wird hier meist eine geeignete Diamantrolle eingesetzt. Zu beachten sind die hierbei entstehenden Kräfte und die thermischen sowie mechanischen Einflüsse auf die Diamantkörner selbst. Die Aufgabenstellung sollte klar umrissen und Lösungsansätze zuvor ausgetestet werden.
Alternative Abrichtverfahren
Verschiedene „weichere“ Bindungsarten lassen sich auch mit Einkorndiamanten oder Diamantrollen bearbeiten. Auch Diamantrollen können auf Kirner-Abrichtmaschinen eingesetzt werden.